





SC long twist drill bit DIN 338
Twist drill solid carbide DIN338 5xD type N TiAlN
DRL-TWST-MET-DIN338N-SC-TN-D3,0MM

















Register now and access more than 125,000 products
≥ Ø 3.0 mm - 6 surface grinding
Datasheets(X)

 | |
Product code | 6157 |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Copper, Brass, Aluminium, Plastic |
Standards | DIN 338 |
Design | Long |
Surface | TiAlN |
Max. drilling depth (D) | 5xD |
Cutting material | SC |
Angle of the tip | 118 Degree |
Number of cutting edges | 2 PCS |
Coolant supply | External |
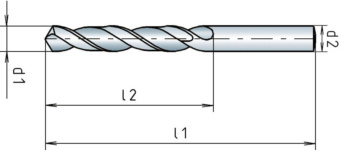
Diameter (d1) | 3.0 mm |
Shank style | Cylindrical |
Length (l1) | 61 mm |
Chip flute length (l2) | 33 mm |
Tolerance of cutting edge diameter | h7 |
Shank diameter (d2) | 3 mm |
Drill design | 6 ground faces |
Tolerance of shank diameter | h5 |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titanium, Titanium alloys, Copper, Brass, Aluminium, Plastics |
| Cutting values for solid carbide drill bits, coated | ||||||||
| For dia. 1 to dia. 8.9 | ||||||||
| Material designation | Tensile strength | Cooling | vc | f | ||||
| from | to | Dia. 1-1.9 | Dia. 2-2.9 | Dia. 3-5.9 | Dia. 6-8.9 | |||
| General structural steels | < 500 N/mm² | E | 80 | 100 | 0,040 | 0,054 | 0,090 | 0,126 |
| 500-850 N/mm² | E | 80 | 100 | 0,040 | 0,054 | 0,090 | 0,126 | |
| Carbon steels | < 850 N/mm² | E | 80 | 100 | 0,040 | 0,054 | 0,090 | 0,126 |
| 850-1000 N/mm² | E | 70 | 85 | 0,040 | 0,054 | 0,090 | 0,126 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 80 | 100 | 0,040 | 0,054 | 0,090 | 0,126 |
| 700-850 N/mm² | E | 80 | 100 | 0,040 | 0,054 | 0,090 | 0,126 | |
| 850-1000 N/mm² | E | 70 | 85 | 0,030 | 0,045 | 0,081 | 0,108 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 70 | 85 | 0,030 | 0,045 | 0,081 | 0,108 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,030 | 0,045 | 0,081 | 0,108 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 80 | 100 | 0,030 | 0,045 | 0,081 | 0,108 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 70 | 85 | 0,030 | 0,045 | 0,081 | 0,108 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,030 | 0,045 | 0,081 | 0,108 | |
| Nitriding steels | < 1000 N/mm² | E | 70 | 85 | 0,030 | 0,045 | 0,072 | 0,099 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,030 | 0,045 | 0,072 | 0,099 | |
| Tool steels | < 850 N/mm² | E | 70 | 85 | 0,030 | 0,045 | 0,072 | 0,099 |
| 850-1100 N/mm² | E | 65 | 80 | 0,030 | 0,045 | 0,072 | 0,099 | |
| 1100-1400 N/mm² | E | 40 | 50 | 0,030 | 0,045 | 0,072 | 0,099 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 50 | 0,030 | 0,045 | 0,072 | 0,099 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 40 | 50 | 0,030 | 0,045 | 0,081 | 0,108 |
| Spring steels | < 1200 N/mm² | E | 33 | 46 | 0,030 | 0,045 | 0,081 | 0,108 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 33 | 46 | 0,030 | 0,045 | 0,081 | 0,108 |
| Stainless steels, austenitic | < 700 N/mm² | E | 33 | 46 | 0,030 | 0,045 | 0,081 | 0,108 |
| < 850 N/mm² | E | 27 | 37 | 0,030 | 0,045 | 0,081 | 0,108 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 27 | 37 | 0,030 | 0,045 | 0,081 | 0,108 |
| Special alloys | < 1200 N/mm² | E | 17 | 27 | 0,030 | 0,045 | 0,081 | 0,108 |
| Cast iron | < 180 HB | T/E | 85 | 100 | 0,030 | 0,045 | 0,081 | 0,108 |
| > 180 HB | T/E | 25 | 45 | 0,030 | 0,045 | 0,072 | 0,099 | |
| Nodular graphite, malleable iron | > 180 HB | E | 200 | 300 | 0,040 | 0,054 | 0,090 | 0,126 |
| > 260 HB | E | 130 | 230 | 0,040 | 0,054 | 0,090 | 0,126 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 130 | 230 | 0,040 | 0,054 | 0,090 | 0,126 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 300 | 0,040 | 0,054 | 0,090 | 0,126 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,040 | 0,054 | 0,090 | 0,126 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,040 | 0,054 | 0,090 | 0,126 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 130 | 230 | 0,040 | 0,054 | 0,090 | 0,126 |
| Copper, low-alloy | < 350 N/mm² | E | 130 | 230 | 0,040 | 0,054 | 0,090 | 0,126 |
| Brass, short-chipping | < 600 N/mm² | T/E | 130 | 230 | 0,040 | 0,054 | 0,090 | 0,126 |
| Brass, long-chipping | < 600 N/mm² | T/E | 120 | 180 | 0,030 | 0,045 | 0,081 | 0,117 |
| Bronze, short-chipping | < 600 N/mm² | T/E | 120 | 180 | 0,030 | 0,045 | 0,081 | 0,117 |
| 650-850 N/mm² | T/E | 90 | 130 | 0,030 | 0,045 | 0,081 | 0,117 | |
| Bronze, long-chipping | < 850 N/mm² | E | 50 | 70 | 0,070 | 0,100 | 0,160 | 0,220 |
| 850-1200 N/mm² | E | 35 | 45 | 0,045 | 0,070 | 0,120 | 0,170 | |
| Graphite | T | 70 | 120 | 0,045 | 0,070 | 0,120 | 0,170 | |
| Legend | |
| E = emulsion | |
| T = dry | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| Cutting values for solid carbide drill bits, coated | |||||||
| For dia. 9 to dia. 16 | |||||||
| Material designation | Tensile strength | Cooling | vc | f | |||
| from | to | Dia. 9-11.9 | Dia. 12-15.9 | Dia. 16 | |||
| General structural steels | < 500 N/mm² | E | 80 | 100 | 0,153 | 0,207 | 0,248 |
| 500-850 N/mm² | E | 80 | 100 | 0,153 | 0,207 | 0,248 | |
| Carbon steels | < 850 N/mm² | E | 80 | 100 | 0,153 | 0,207 | 0,248 |
| 850-1000 N/mm² | E | 70 | 85 | 0,153 | 0,207 | 0,248 | |
| Unalloyed heat-treated steels | < 700 N/mm² | E | 80 | 100 | 0,153 | 0,207 | 0,248 |
| 700-850 N/mm² | E | 80 | 100 | 0,153 | 0,207 | 0,248 | |
| 850-1000 N/mm² | E | 70 | 85 | 0,135 | 0,180 | 0,216 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | E | 70 | 85 | 0,135 | 0,180 | 0,216 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,135 | 0,180 | 0,216 | |
| Unalloyed case-hardening steels | < 750 N/mm² | E | 80 | 100 | 0,135 | 0,180 | 0,216 |
| Alloyed case-hardening steels | < 1000 N/mm² | E | 70 | 85 | 0,135 | 0,180 | 0,216 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,135 | 0,180 | 0,216 | |
| Nitriding steels | < 1000 N/mm² | E | 70 | 85 | 0,126 | 0,162 | 0,194 |
| 1000-1200 N/mm² | E | 65 | 80 | 0,126 | 0,162 | 0,194 | |
| Tool steels | < 850 N/mm² | E | 70 | 85 | 0,126 | 0,162 | 0,194 |
| 850-1100 N/mm² | E | 65 | 80 | 0,126 | 0,162 | 0,194 | |
| 1100-1400 N/mm² | E | 40 | 50 | 0,126 | 0,162 | 0,194 | |
| High-speed steels | 850-1200 N/mm² | E | 40 | 50 | 0,126 | 0,162 | 0,194 |
| Wear-resistant constructional steel | 1350 N/mm² | E | 40 | 50 | 0,135 | 0,180 | 0,216 |
| Spring steels | < 1200 N/mm² | E | 32.5 | 45.5 | 0,135 | 0,180 | 0,216 |
| Stainless steels, sulphurated | < 700 N/mm² | E | 32.5 | 45.5 | 0,135 | 0,180 | 0,216 |
| Stainless steels, austenitic | < 700 N/mm² | E | 32.5 | 45.5 | 0,135 | 0,180 | 0,216 |
| < 850 N/mm² | E | 27 | 37 | 0,135 | 0,180 | 0,216 | |
| Stainless steels, martensitic | < 1100 N/mm² | E | 27 | 37 | 0,135 | 0,180 | 0,216 |
| Special alloys | < 1200 N/mm² | E | 17 | 27 | 0,135 | 0,180 | 0,216 |
| Cast iron | < 180 HB | T/E | 84.5 | 100 | 0,135 | 0,180 | 0,216 |
| > 180 HB | T/E | 25 | 45 | 0,126 | 0,162 | 0,194 | |
| Nodular graphite, malleable iron | > 180 HB | E | 200 | 300 | 0,153 | 0,207 | 0,248 |
| > 260 HB | E | 130 | 230 | 0,153 | 0,207 | 0,248 | |
| Titanium, titanium alloys | < 850 N/mm² | E | 130 | 230 | 0,153 | 0,207 | 0,248 |
| Aluminium, aluminium alloys | < 530 N/mm² | E | 200 | 300 | 0,153 | 0,207 | 0,248 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,153 | 0,207 | 0,248 |
| Aluminium, cast aluminium alloys > 10 % Si | < 600 N/mm² | E | 130 | 230 | 0,153 | 0,207 | 0,248 |
| Magnesium, magnesium alloys | < 280 N/mm² | E | 130 | 230 | 0,153 | 0,207 | 0,248 |
| Copper, low-alloy | < 350 N/mm² | E | 130 | 230 | 0,153 | 0,207 | 0,248 |
| Brass, short-chipping | < 600 N/mm² | T/E | 130 | 230 | 0,153 | 0,207 | 0,248 |
| Brass, long-chipping | < 600 N/mm² | T/E | 120 | 180 | 0,144 | 0,189 | 0,227 |
| Bronze, short-chipping | < 600 N/mm² | T/E | 120 | 180 | 0,144 | 0,189 | 0,227 |
| 650-850 N/mm² | T/E | 90 | 130 | 0,144 | 0,189 | 0,227 | |
| Bronze, long-chipping | < 850 N/mm² | E | 50 | 70 | 0,280 | 0,350 | 0,000 |
| 850-1200 N/mm² | E | 35 | 45 | 0,210 | 0,240 | 0,000 | |
| Graphite | T | 70 | 120 | 0,210 | 0,240 | 0,000 | |