





Machine tap Speedtap 4.0-Ultra Hard Steel 63 HRC, straight grooved For metric ISO fine thread DIN 13
SC ST4.0 Ultra 63 HRC 6HX straight TiCN MF
MATAP-ST4.0-SC-HS-TICN-MF12X1,5
Art.-no. 5443711404
EAN 4062856188628
Individual price display after login
Show availability in Würth shop
In order to check the stock in a Würth branch, please log in.
If you have any questions, please call our service hotline at 014/44.55.66.
You are not yet a Würth customer or do not yet have access data to the Online Shop? Then register now in just a few steps. After a successful check of the entered data, you will have immediate access to the stock inquiry as well as all prices and can immediately order.






Exclusively for trade customers
Register now and access more than 125,000 products
For throughhole and base thread. Particularly suitable for tough and difficult-to-machine materials as well as hard machining ≤ 63 HRC. Generation 4.0 sets new standards with threads.
Product information
Datasheets(X)

 | |
Product code | 4655MF |
Thread type | Metric fine thread |
Material to be processed | Hard and tough material |
Hole type | Clearance/blind hole ≤ 1.5xD |
Thread type x nominal diameter | MF12 |
Pitch | 1.5 mm |
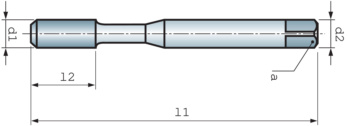
Length (l1) | 82 mm |
Thread length (l2) | 29 mm |
Shank diameter (d2) | 9 mm |
Size of square (a) | 7 mm |
Core hole diameter | 10.6 mm |
Number of teeth | 5 PCS |
Cutting material | SC |
Surface | TiCN |
Form | C |
Shank style | Cylindrical with square drive |
Tolerance of screw taps | ISO 2X (6HX) |
Tolerance of shank diameter | h9 |
Coolant supply | External |
Material of sub-group | Hardox, Steels > 45 HRC |
| Cutting values for Speedtap 4.0 thread tools | ||||||||||
| For MF8x1-MF12x1.5 | ||||||||||
| Material designation | Tensile strength | vc | MF8x1 | MF10x1 | MF12x1 | MF12x1.5 | ||||
| n | f | n | f | n | f | n | f | |||
| Steels | 42-54 HRC | 2,5 | 99 | 1 | 80 | 1 | 66 | 1 | 66 | 1,5 |
| Steels | 55-59 HRC | 2 | 80 | 1 | 64 | 1 | 53 | 1 | 53 | 1,5 |
| Steels | 60-63 HRC | 1,8 | 72 | 1 | 57 | 1 | 48 | 1 | 48 | 1,5 |
| Key | |
| vc = cutting speed [m/min] | |
| f = feed [mm/r] | |
| n = rotation speed [rpm] | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| Cutting values for Speedtap 4.0 thread tools | ||||||||
| For MF14x1.5-MF20x1.5 | ||||||||
| Material designation | Tensile strength | vc | MF14 x 1.5 | MF16 x 1.5 | MF20 x 1.5 | |||
| n | f | n | f | n | f | |||
| Steels | 42-54 HRC | 2,5 | 57 | 1,5 | 50 | 1,5 | 40 | 1,5 |
| Steels | 55-59 HRC | 2,0 | 45 | 1,5 | 40 | 1,5 | 32 | 1,5 |
| Steels | 60-63 HRC | 1,8 | 41 | 1,5 | 36 | 1,5 | 29 | 1,5 |